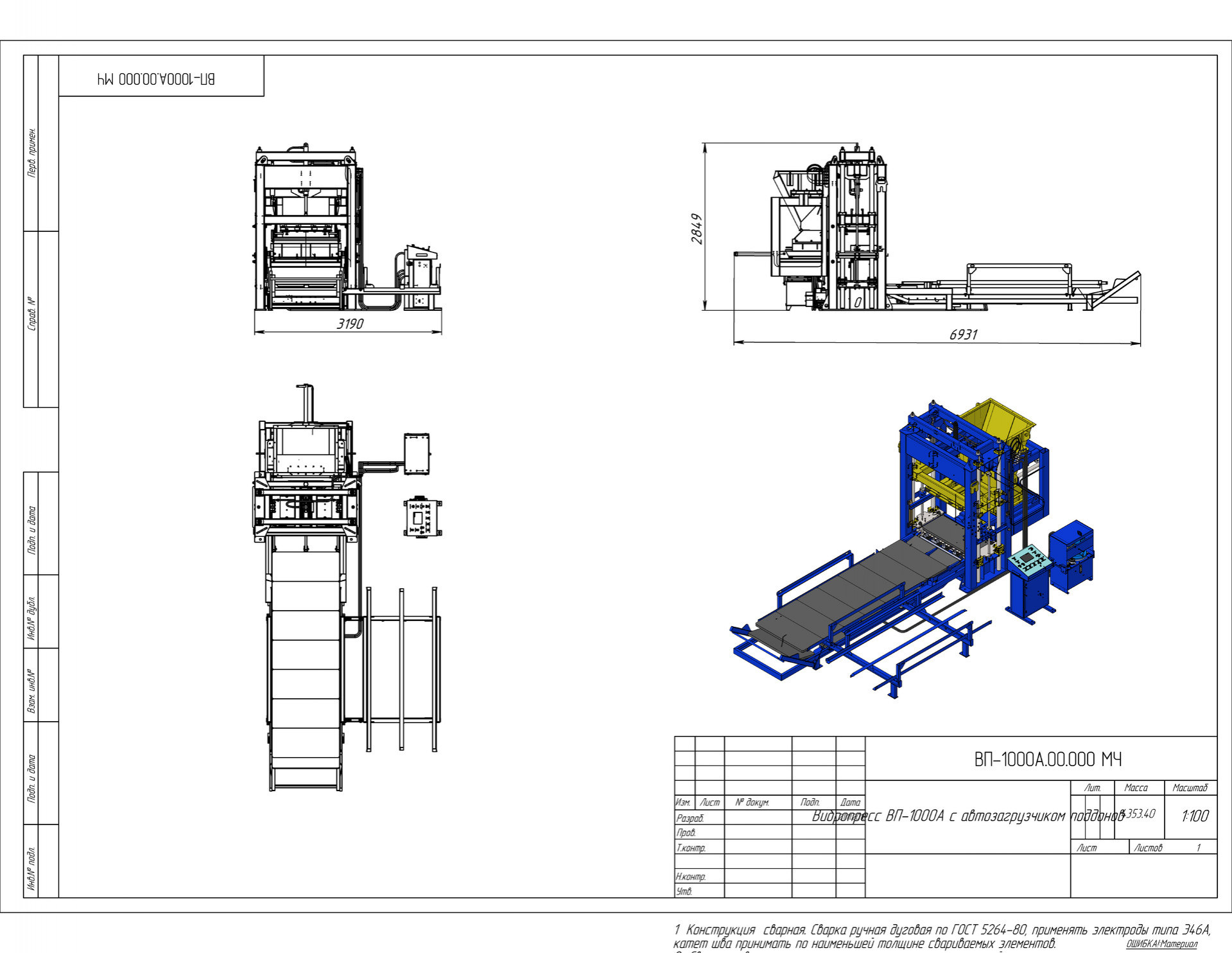








Вибропресс гидравлический ВП 1000 для производства блоков 390х190х190 (390х190х120, 390х190х90), брусчатки 200х100х60мм, бордюров дорожных 1000х300х150, бордюров тротуарных 1000х200х80 мм.







Цена от: 1 227 500 ₽
- Серии, ГОСТы, ТУ для ЖБИ
- Выгодный лизинг от 6,9%
- Доставка по РФ и СНГ
- Гарантия 1 год
* Представленные размеры, комплектации и цены, указанные на сайте, носят исключительно информационный характер и ни при каких условиях не являются публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса РФ. Окончательную стоимость и характеристики уточняйте у менеджера при заказе
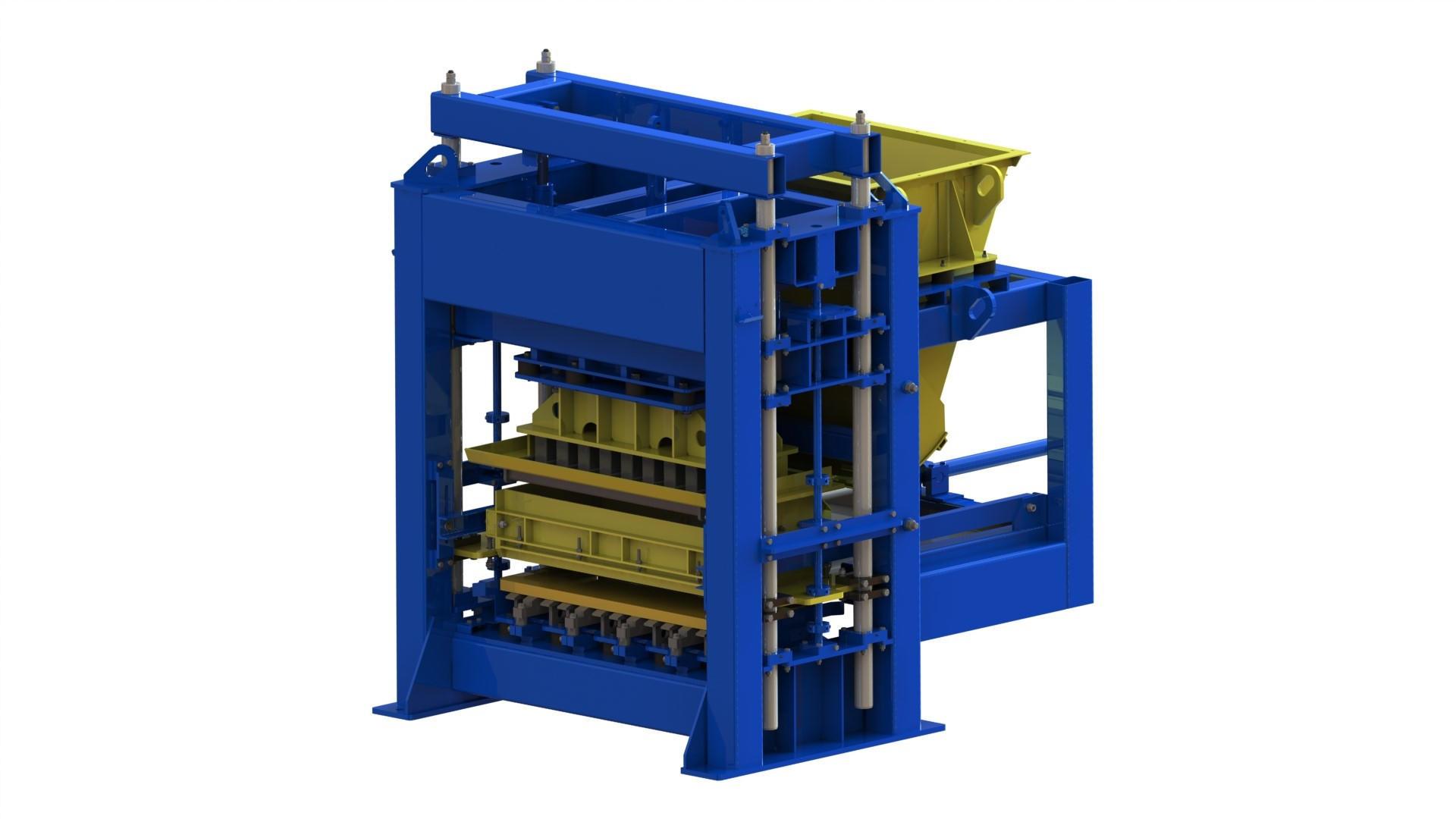
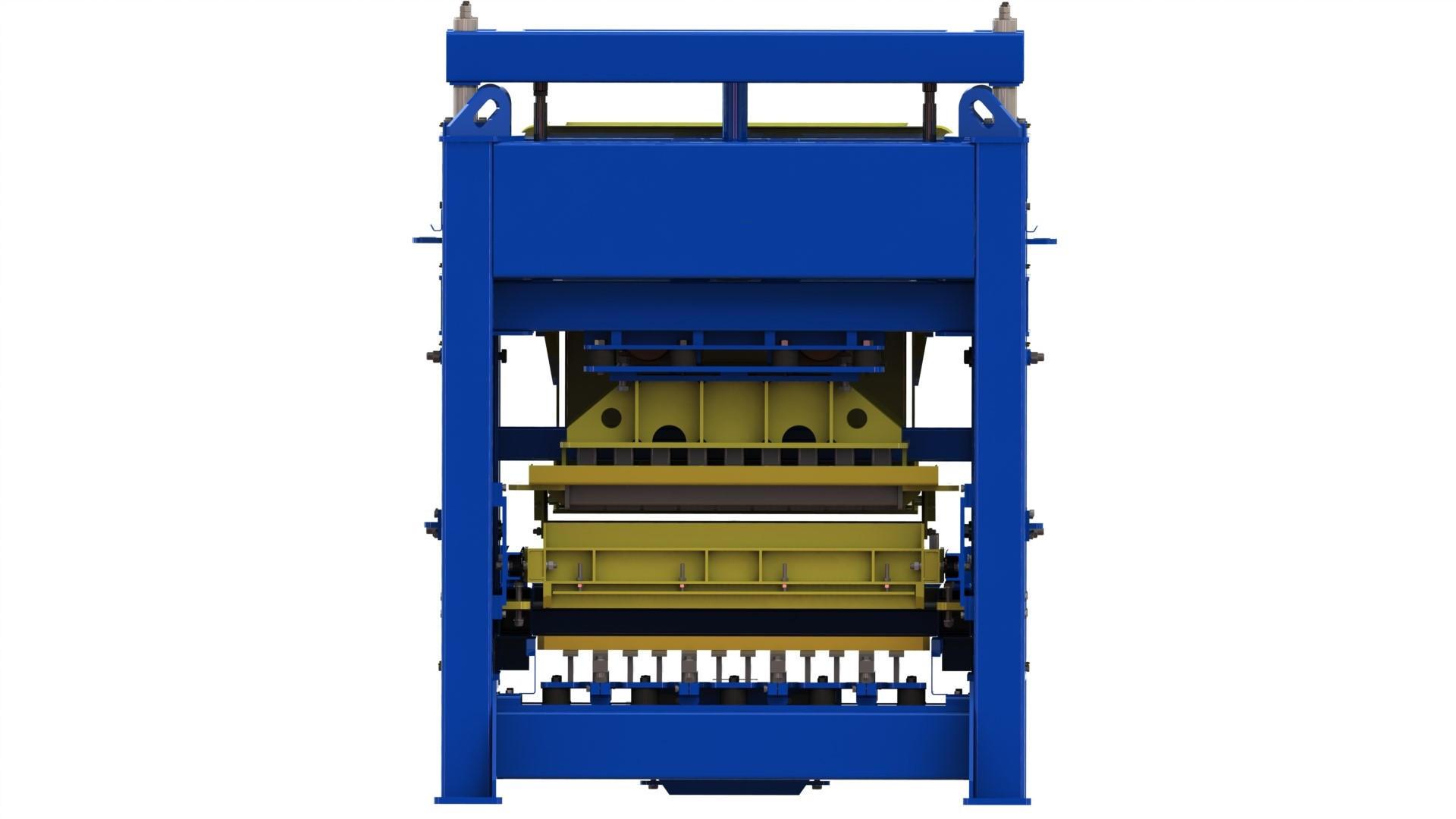
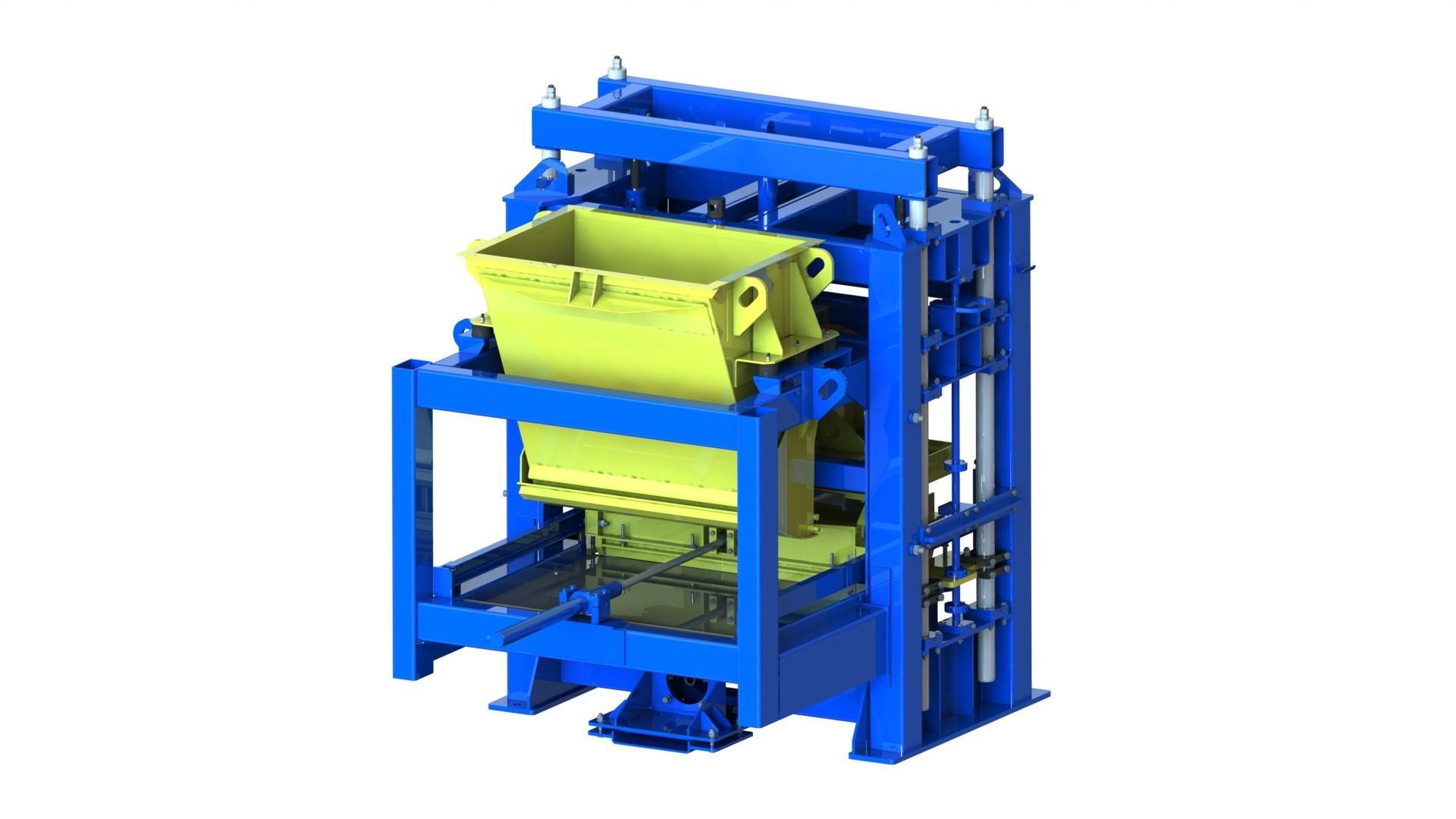
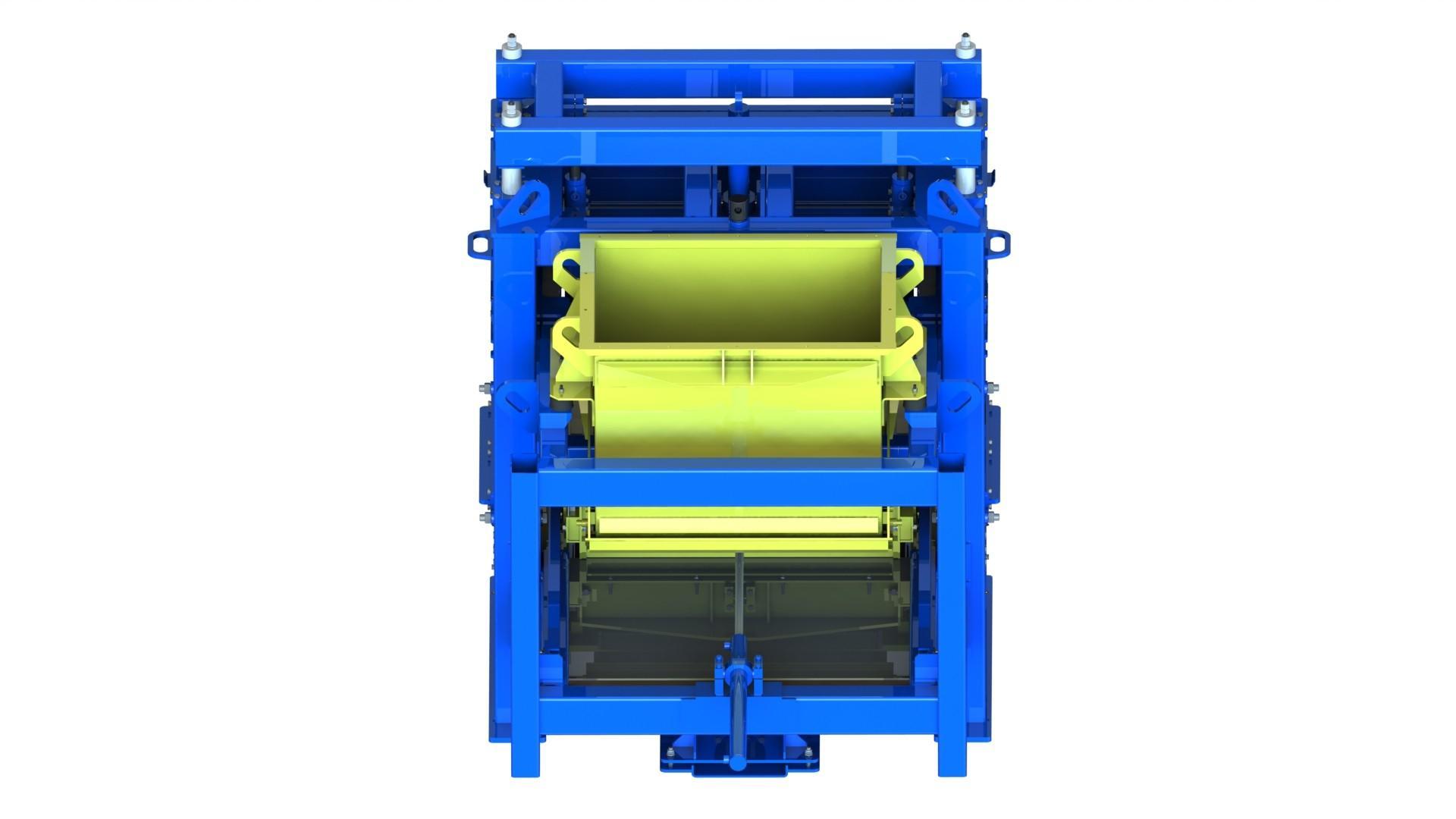
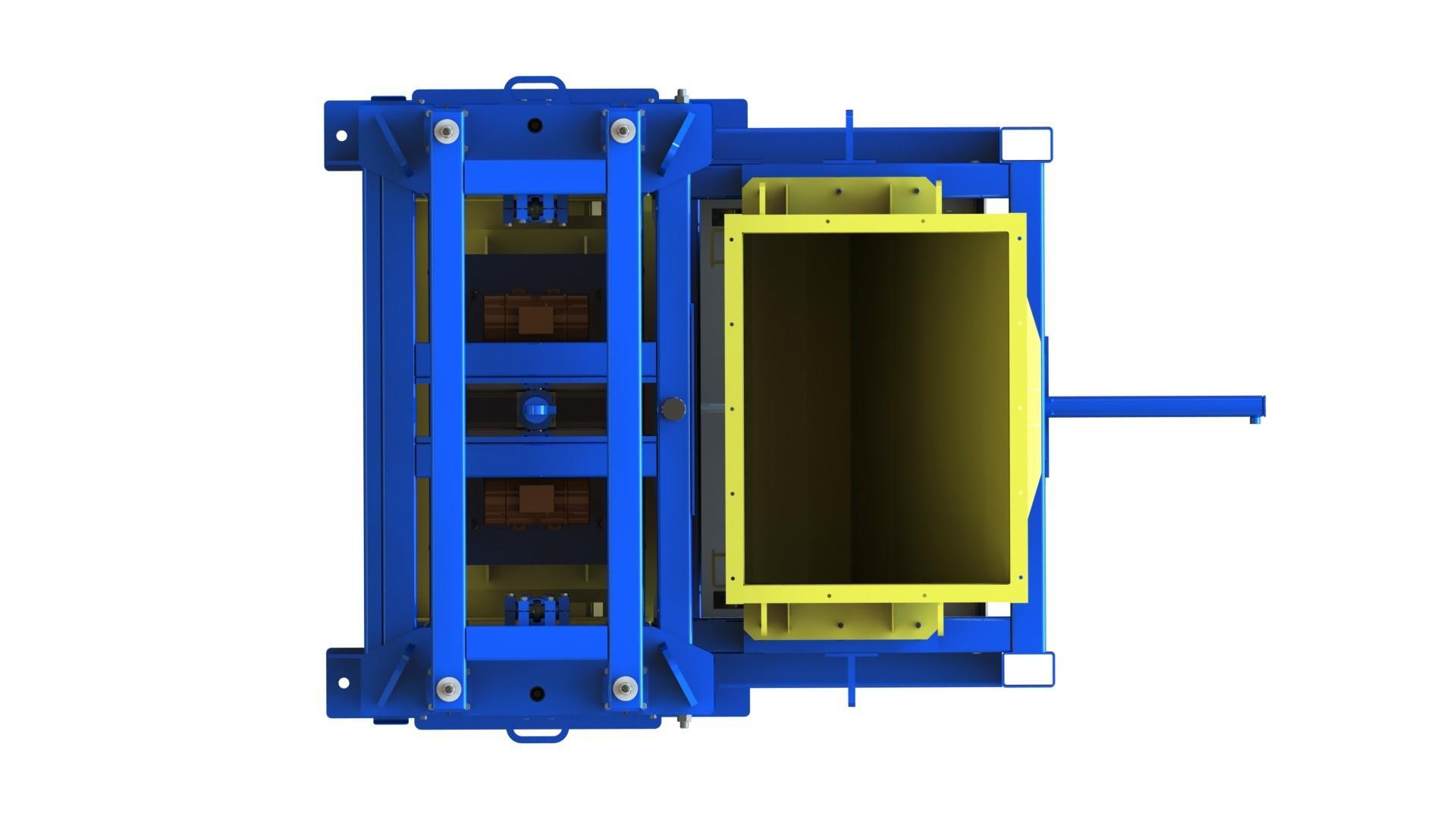
Рама вибропресса
Загрузочный бункер
Формовочный поддон с гидроприводом
Гидростанция
Формовочная матрица
Пуансон
Вибраторы
Пульт управления
Матрица вибропресса 1
от 61 600 ₽

-
Размер блока 390х190х190 мм с 4-мя продолговатыми пустотами на 4 блока
-
Наполнитель (отсев, шлак, керамзит, опилки)
Матрица вибропресса 2
от 61 600 ₽

-
Размер блока 390х190х190 мм с 2-мя (или 3-мя) круглыми пустотами на 4 блока
-
Наполнитель (отсев, шлак, керамзит, опилки)
Матрица вибропресса 3
от 61 600 ₽

-
Размер блока 390х190х190 мм с 2-мя (или 3-мя) квадратными пустотами на 4 блока
-
Наполнитель (отсев, шлак, керамзит, опилки)
Матрица вибропресса 4
от 49 200 ₽

-
Размер блока 390х190х190 мм без пустот полнотелый блок на 4 блока
-
Наполнитель (отсев, шлак, керамзит, опилки)
Матрица вибропресса 5
от 67 700 ₽

-
Размер блока 390х190х120 мм с 2-мя продолговатыми пустотами на 6 блоков
-
Наполнитель (отсев, шлак, керамзит, опилки)
Матрица вибропресса 6
от 67 700 ₽

-
Размер блока 390х190х90 мм с 2-мя продолговатыми пустотами на 8 блоков
-
Наполнитель (отсев, шлак, керамзит, опилки)




Работа оборудования
Исходное положение узлов вибропресса: пуансон и матрица в крайнем верхнем положении, на столе установлен пустой очищенный от остатков смеси поддон.
Крайним верхним положением матрицы считать положение при котором становится возможным выход готовых изделий в просвет между поддоном и нижней кромкой сменной матрицы. Обычно зазор между изделием и нижней кромкой матрицы выставляют около 50мм.
Крайнее верхнее положение пуансона считать положение при котором возможно свободное перемещение загрузочного ящика в зону загрузки матрицы вибропресса.
При перемещении матрицы вниз, посредством рукоятки гидрораспределителя на пульте управления, она опускается на поддон и прижимает его к столу.
Загрузку смеси в матрицу производит гидроцилиндр который перемещает загрузочный ящик из под бункера в зону загрузки, гидроцилиндр управляется рукояткой гидрораспределителя на пульте управления, загрузка сопровождается включением вибраторов стола на определенное время. После загрузки смеси загрузочный ящик перемещают в крайнее положение под бункер, пуансон опускают вниз, происходит окончательная укладка смеси в матрице под совместным воздействием вибрации и давления пуансона.
После формования пуансон оставляют плотно прижатым к изделиям, а матрицу поднимают вверх происходит распалубка изделий непосредственно на поддоне. После полного выхода боковых поверхностей изделий из матрицы пуансон поднимается вверх под действием привода матрицы, готовые изделия остаются на поддоне.
При дальнейшем движении матрицы вверх посредством тяг происходит подъём рамки устройства извлечения поддонов и поддон с готовыми изделиями выкатывается по направляющим из рабочей зоны вибропресса. Это позволяет комфортно и без повреждения изделий заменять поддон.
- Длина, мм2665
- Ширина, мм1814
- Высота, мм2343
- Масса, кг3400
- Размер формовочной зоны, мм1100х450
- Высота формовочной зоны, мм40
- Цикл формовки, сек55
- Общая установленная мощность, кВт12
- Объем бункера, м31
- Напряжение питания, В380