













Технологические линии по производству фундаментных опор ЛЭП (СЕРИЯ 3.407.115)
Технологическая линия Ф 6-А
Цена от: 2 997 600 ₽
В лизинг от: 60 300 ₽ в месяц
- Производительность в смену, шт5
- Количество металлоформ в линии, шт5
- Количество изделий в форме, шт1
- Оборачиваемость форм, раз в смену1
- Габариты цеха (ДхШхВ), м40х18х10
- Грузоподъемность крана (не менее), т10
- Общая мощность сети (не менее), кВт60
- Напряжение питания, В380
- Цена в лизинг, ₽ в месяц 60 300
- Показать/скрыть все характеристики

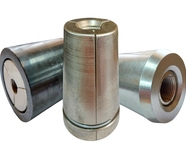
Предназначены для производства унифицированных железобетонных фундаментных опор по серии 3.407-115
Металлоформа состоит из двух половин, стянутых соединительными шпильками. На металлоформу установлены 4 площадки для крепления вибраторов ИВ-98. В стержневой части металлоформы сделано отверстие для конуса. В нижней части металлоформы установлено поддерживающее устройства для закладной.
Процесс изготовления фундаментных опор:
- Очищеную и смазанную эмульсолом, металлоформу в сборе устанавливают на вибротумбу.
- В металлоформу закладывают арматурный каркас с приваренной к нему закладной и заливают бетон. Для уплотнения бетона включают вибраторы, установленные на металлоформе.
- После уплотнения, бетон набирает прочность в металлоформе в течение суток. Для ускорения этого процесса применяют теплообработку паром.
- После набора прочности, готовое изделие извлекают из металлоформы, предварительно ослабив на ней стяжные шпильки.
- Металлоформу укладывают на распалубочник, разбирают её, очищают от остатков бетона и смазывают эмульсолом. Потом собирают и устанавливают на вибротумбу для изготовления следующей фундаментной опоры.
Производительность линии зависит от количества металлоформ и вибротумб